アルミ箔穴あけ加工
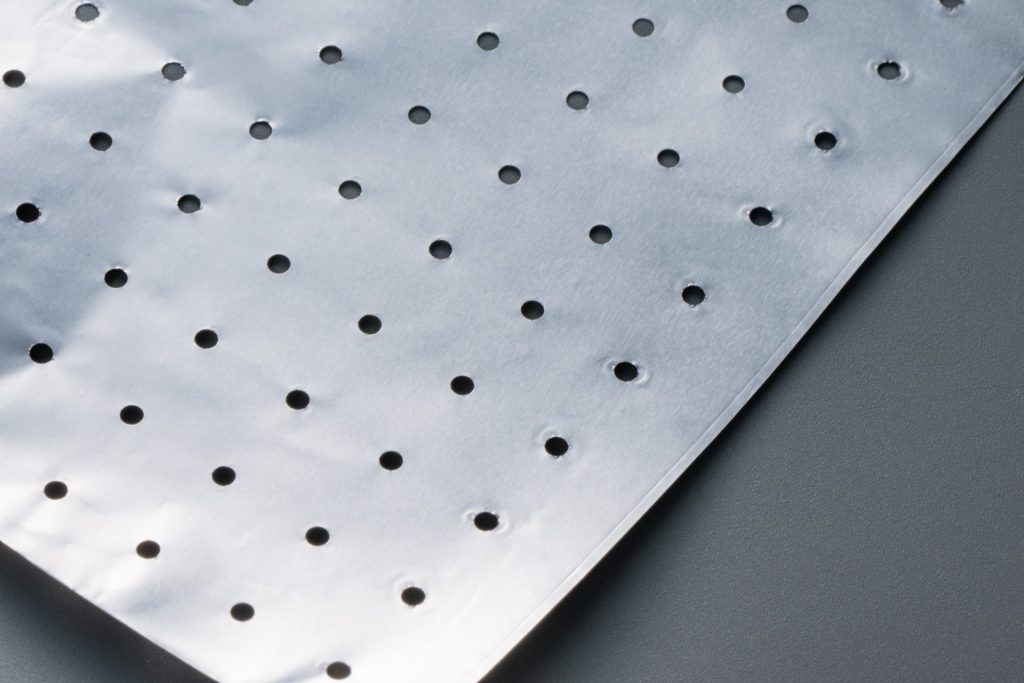
| 名称 | 穴加工 |
|---|---|
| 素材 | アルミ箔薄膜コート |
| 加工方法 | 金型プレス(抜き落とし) |
| 厚み | t=0.03mm |
| 備考 | 20穴連続穴あけ加工 |
穴あけ加工の様子
※音声なし、2倍速
穴あけ加工時の取り組み
1. 送り装置(ローラー)の圧力調整
ローラー型の送り装置を使用する場合、アルミ箔にシワや跡が発生しやすくなります。ローラーの圧力を適切に調整することで、均一に材料を送らせ、シワを抑制します。
2. 材料のテンション(押さえ)の工夫
アルミ箔は薄く柔らかいため、送り方向に引っ張りすぎると破れや伸びの原因となり、逆に緩いとシワが出やすくなります。適度なテンションをかけることで、安定した穴あけ加工を実現します。
3. 金型のこまめなメンテナンス
刃先の摩耗や金型の傷は、バリや箔の引っかかりを引き起こしやすくなります。定期的に打ち抜き金型のメンテナンスを行うことで、穴の仕上がり精度を維持します。

