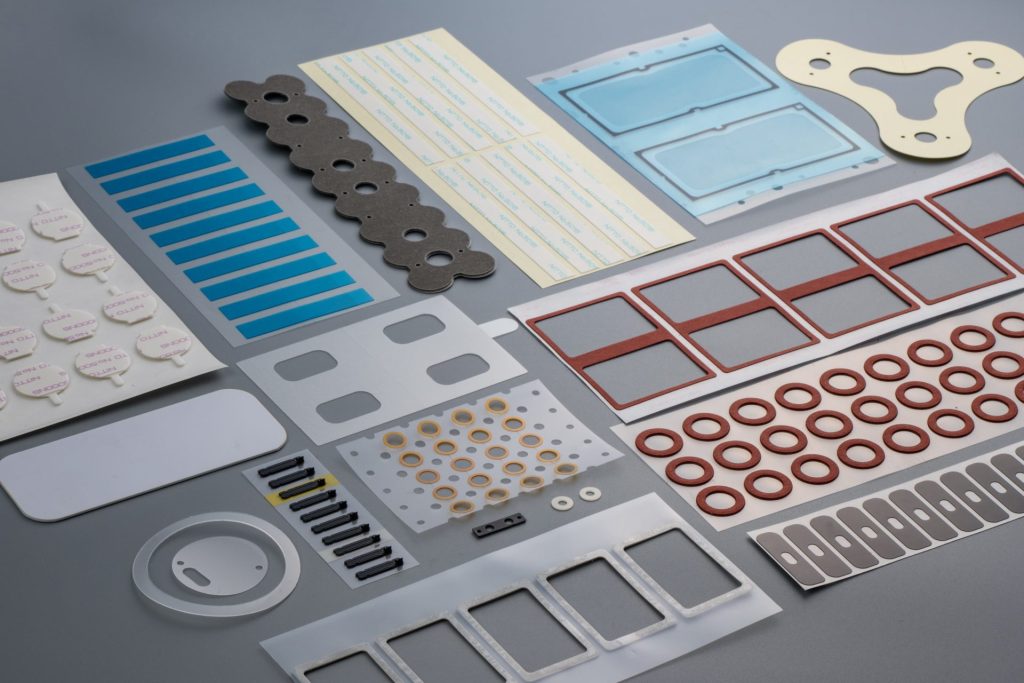
打ち抜き加工事例
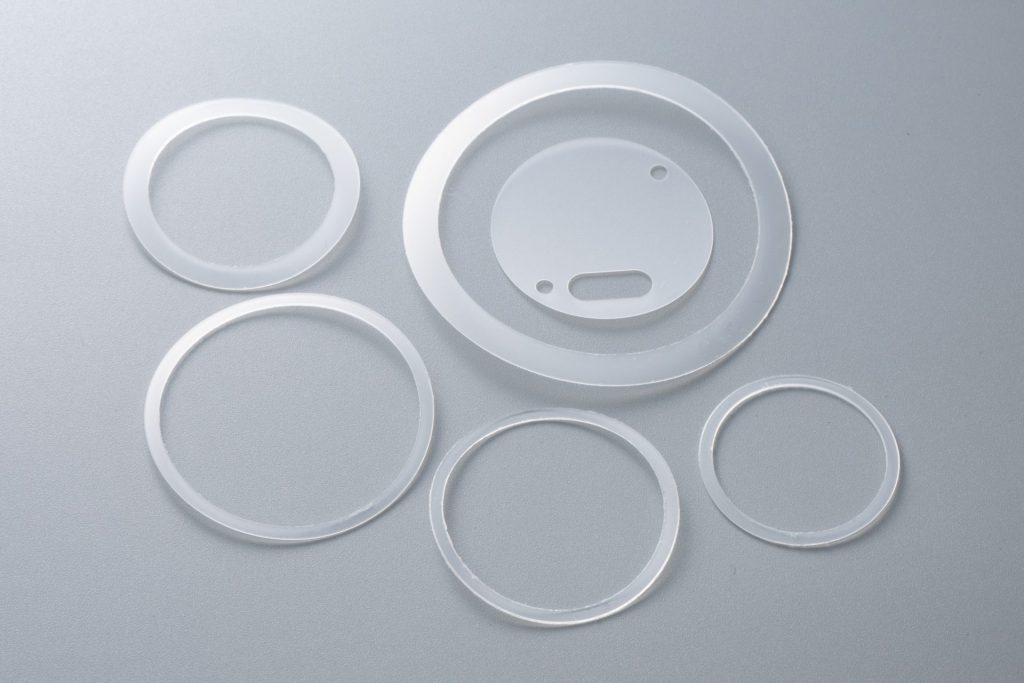
素材:ポリプロピレン、RP東プラ サンモルフィーVVS120
加工方法:順送金型プレス(抜き落とし)
厚み:t=0.1mm~0.5mm
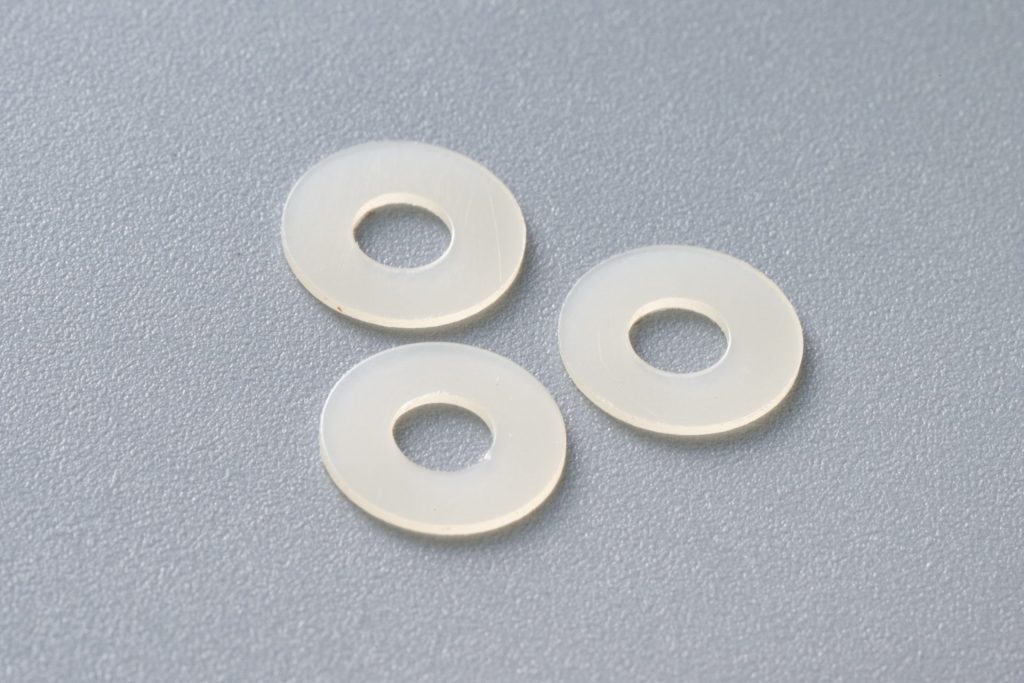
素材:東レ ルミラーH10
加工方法:順送金型プレス(抜き落とし)
厚み: t=0.5mm
パッキンとワッシャーの違い
パッキン
パッキンとは、液体や気体が漏れないようにする「密封部品」であり、主に流体を扱う配管や装置の接合部に用いられます。密封性・耐薬品性・耐熱性を確保し、漏れや腐食を防止する役割があります。
例)
- 配管継手部の漏れ防止
- 化学装置での薬品の封止
- 真空装置や圧力容器での気密保持

ワッシャー
一方、ワッシャーはねじやボルトの下に挟むことで「荷重分散」や「緩み防止」を担う部品です。接合部の応力集中を緩和し、固定力を均等に分配する役割があります。
例)
- 電子部品における絶縁性の確保
- 機械の振動吸収・緩衝
- 高荷重がかかる構造部での応力分散
どちらも機械構造の安定性や安全性を保つために欠かせない存在であり、設計段階での適切な選定が品質・性能に直結します。
プレス金型によるパッキン・ワッシャーの打ち抜き
プレス金型を用いた打ち抜き加工は、パッキンやワッシャーの量産に最も広く活用されている加工方法の一つです。シート状の材料を上型・下型で挟み、目的の形状に打ち抜くことで、高い生産性と寸法再現性を両立できます。
また、プレス用金型は一度製作してしまえば、その後は安定した寸法精度を保ちながら反復加工が可能です。円形だけでなく、楕円や複数穴、角穴といった異形パターンにも対応できるため、比較的自由度の高い形状設計にも適しています。製品ごとのばらつきが少なく、製造ロット間の品質が安定する点も、プレス打ち抜き加工の大きな利点です。

ただし、導入にあたってはいくつかの設計・生産上の注意点があります。まず、金型の製作には初期投資が必要であるため、小ロット生産には不向きで、ある程度の量産が前提となります。さらに、金型の刃部は使用とともに摩耗するため、定期的なメンテナンスや再研磨が必要です。刃先の摩耗が進むとバリの発生や寸法精度の低下につながり、密封性や組付け性に悪影響を及ぼす恐れがあります。
素材との相性にも配慮が必要です。たとえば、ゴムやスポンジなどの柔らかい材料を打ち抜く際には、刃が素材に食い込みすぎることで、断面がささくれたり、反りや変形を引き起こすことがあります。このため、金型のダイクリアランス(上型と下型の隙間)を適切に設計し、素材に応じた打ち抜き条件を設定することが極めて重要です。
バリや変形が、密封性や絶縁性に重大な影響を及ぼす
加工時の不良が製品品質に影響を及ぼすケースがあります。たとえばパッキンの場合、接触面にバリが残っていると、装置のシール面と均一に密着できず、微小な隙間から液体やガスが漏れるリスクがあります。
また、ワッシャーにバリや曲がりがあると、ボルト締結時に均等な荷重分散ができず、結果としてねじの緩みや部材の変形につながる恐れがあります。さらに、絶縁ワッシャーにおいては、バリが原因で導電性部材と接触してしまい、絶縁破壊や短絡事故を引き起こすケースもあります。
各部品が担っている役割をきちんと果たすために、このような不具合への配慮も必要となってきます。
動画で見る打ち抜き工程
ファイバー紙の打ち抜き ※2倍速再生、音声なし
絶縁フィルムの打ち抜き ※音声なし
薄物・小物の打ち抜き加工はお任せください!
薄物・小物の打ち抜き加工は旭工業所へお任せください。
70年以上のノウハウを活かし、お客様のご希望の仕様へと仕上げます。多層複合材の打ち抜きや、使用時に作業性を向上するためのタブ付け・色付けの加工などにも対応いたします。
「こんなものは打ち抜けないか」と、お気軽にご相談ください。